2021-10-02
こんな価格。電源電圧はAC100V~200V対応なので。EU版とUS版はたぶんプラグ形状の違いだけ
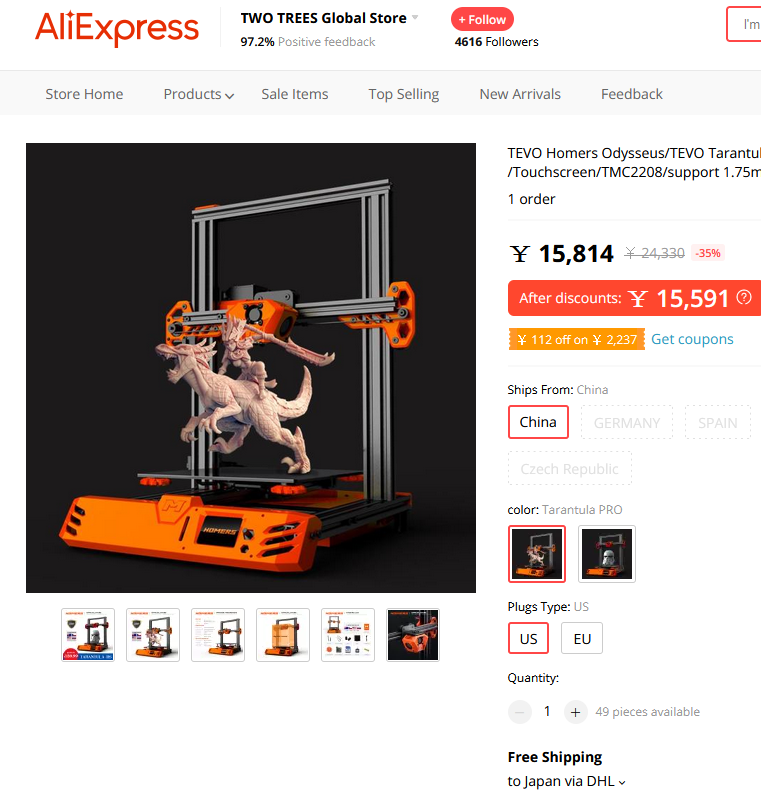
輸送のためだけに分割されているキットとは言えない物もあるがこれは部品がばらばら。作り方は付属のSDカードに説明書が入っている

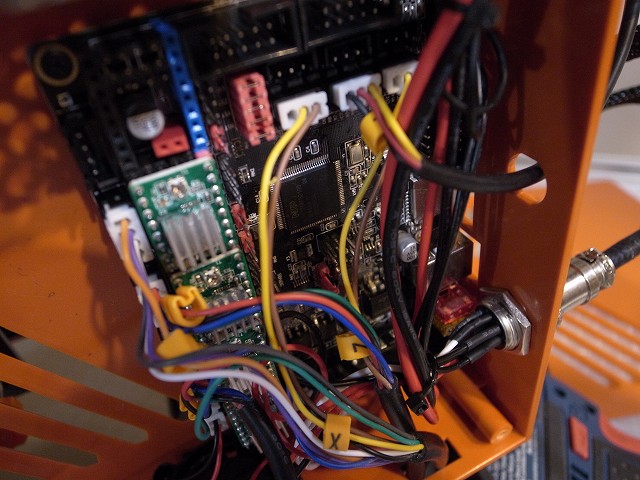
いくつか問題があった。液晶ディスプレイが点灯しないので結線を確認するとコネクターが逆についている。マザーボードのコネクターハウジングをひっくり返したがたぶん正解はケーブルのコネクターの方を反転させること。出っ張りを取って逆刺しするか圧着し直しになる。もう一つの問題はモーターが逆転する問題。これはファームウェアを書き換えたら直った。ファームウェアはここにある Pro Firmware -> PRO_SKR_4988.zipバイナリー以外にもファームウェアソースを全部含んでいる。ファームウェアはmarlin V2.0.5.3。機種専用にカスタマイズしまくったファームウェアを搭載している機種もあるがこれはmarlinファームウェアそのままなのでファームウェアをバージョンアップしても旧機能が無くなる心配はない。但し設定値の移植はかなり面倒なので頻繁にバージョンアップが出来るわけでは無い

マザーボードはメーカー名がシルク印刷されていないがBIGTREETECH-SKR-V1.3
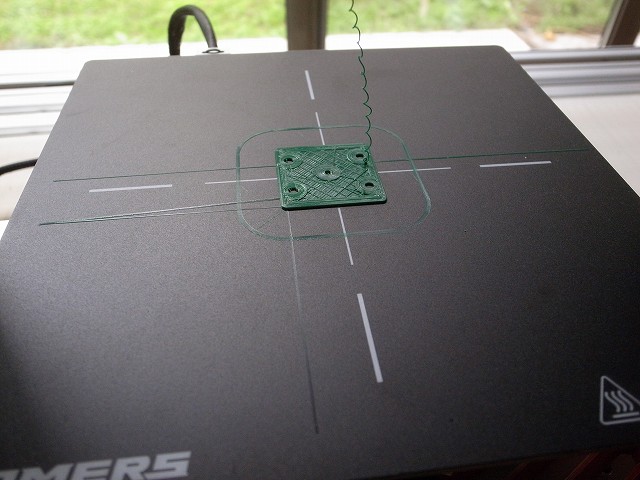
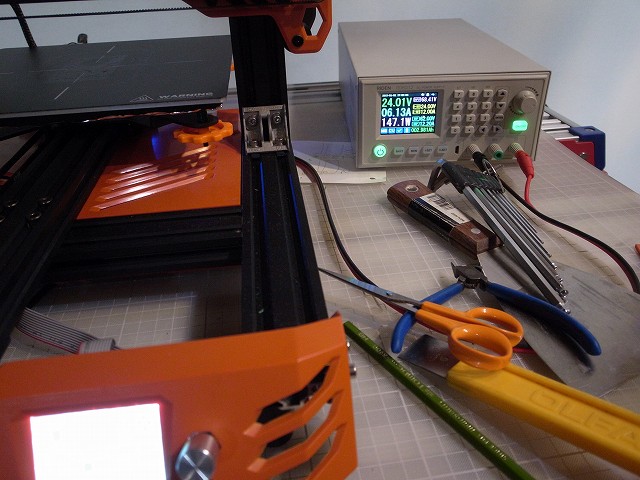
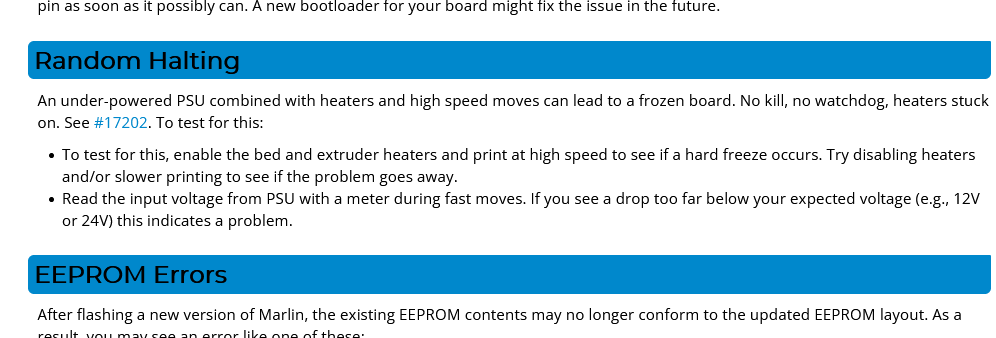
テーブルのヒーターを入れると電源容量オーバーしているようで暴走する。但し元の座標に戻って来られるという不思議な症状。XY軸なら元に戻るがエクストルーダーやZ軸が暴走することもありこの場合は元に戻れない。この写真はX軸が3回、Y軸が1回暴走した後にZ軸が暴走したので電源を切ったところ
実験用電源だと暴走しない。ヒーターだけ別電源にしても問題は起こらない。ヒーター用に用意した電源の出力GNDを本来の電源のGNDと接続しヒーターのプラス側(極性は無いが電線は赤い)をヒーター用電源のプラスにつなぐだけ。ヒーターは約100W。ヘッドのヒーターは40W。モーターはゆっくり動かして35W程度。電源は200Wなので容量オーバーはしていないが余裕は少ない。モーターの速度を早くしたときや室温が低いときに定格オーバーするかもしれない
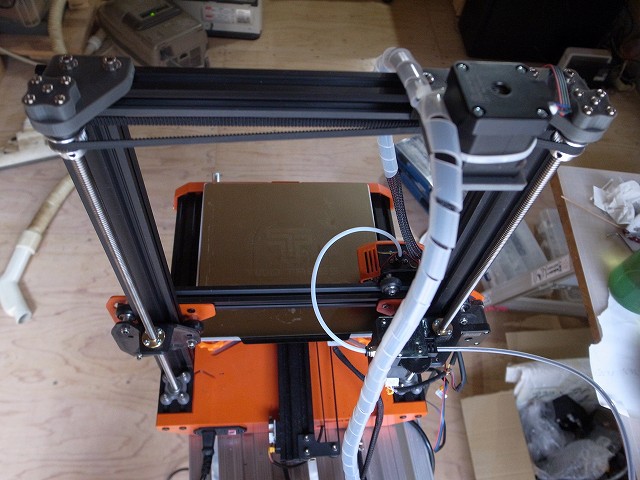
柱の付き方が弱そうだったのでNICオートテックの金具で補強した。日本のメーカーの金具とサイズは合うが断面形状は異なるのでナットはこれに合うものを購入する必要がある
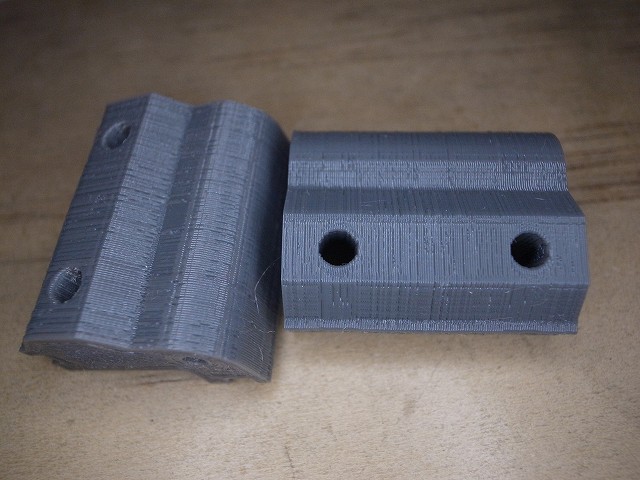
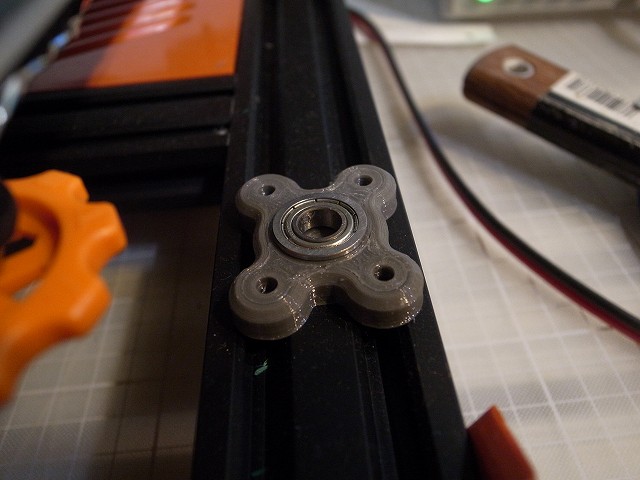
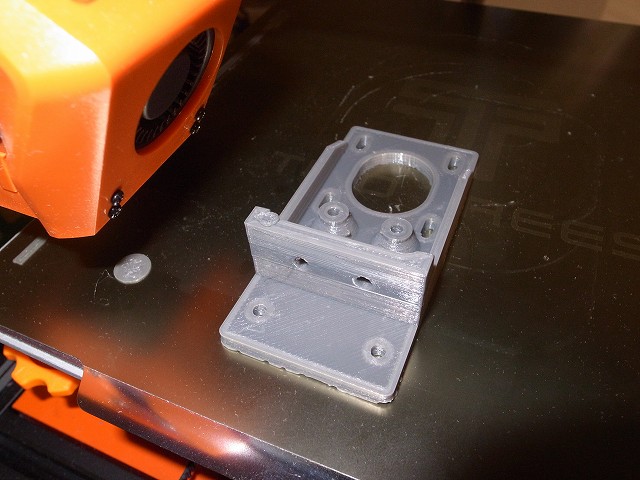
ベアリングのホルダーを作った。材質はPETG。ペットボトルと同じPET樹脂。テカりすぎているがPET樹脂に艶消しは無い。3Dプリンターは極力体積を小さくするほうが印刷時間を短縮できる
2021-10-03
下が3Dプリンター付属の物。部品は若干違うが基板の設計は同じ。中国製は販売店のラベルが貼ってあるものが多い。電源を交換してみたが暴走する症状は同じなので電源容量不足と見て間違いない。しばらく2台同時使用する。問題が再発しなければギリギリケースに入る電源を探す。同じもの2個は入らない

PET樹脂はPLA樹脂より速度を半分程度に落とすときれいに印刷できる。テーブルの高さ微調整は一度やればずれることは無い。触りやすいダイヤルになっているのでうっかり動かしてしまう危険性の方が高い。普通のナットで十分な感じ
テーブルに貼ってあるシートは印刷物をはがすときに破けてしまったので張り替えた。上面の鉄板はシート磁石で張り付いている。案外凸凹で0.05mm程度うねっている
電源の放熱板がケースに密着していたのでスペーサーを入れた

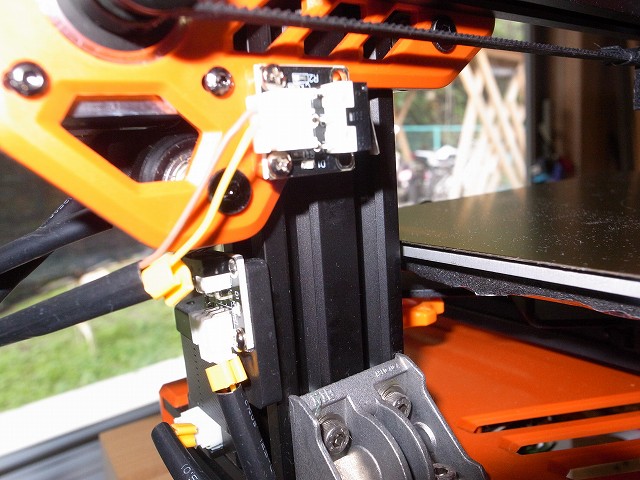
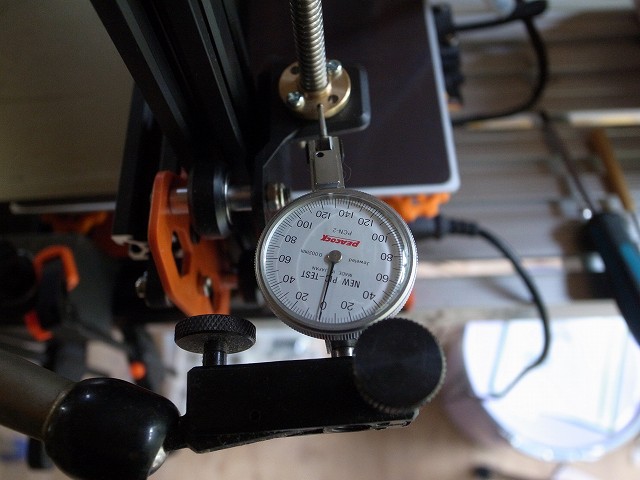
エンドストップのマイクロスイッチ。繰り返し精度は±0.01mm程度。ベルトドライブの送り精度もほぼ同様の数値。Z軸方向の送りネジは0.05mm程度のヒステリシスがある。上に1mm上げてから1mm降ろすと+0.05mm程度のところで止まる
但し印刷精度を支配しているのはヘッドの移動速度と射出量の同期。射出の方がかなり遅れるので印刷品質を向上させるためには速度を落とすのが一番良い
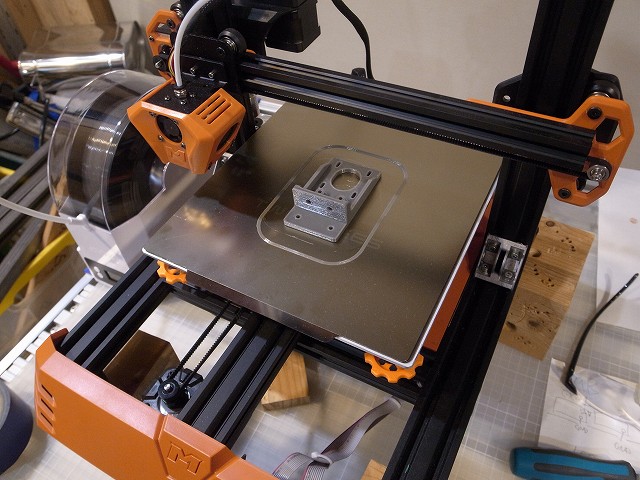
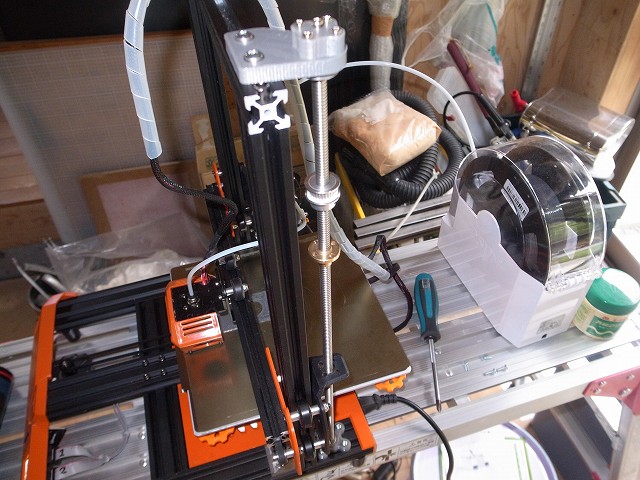
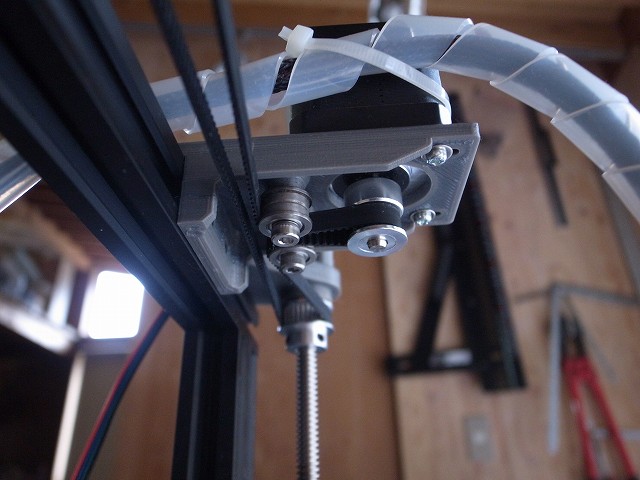
Z軸は送りネジ1本の片持ち。しかも2mmピッチの4条ネジなので1回転で8mmも移動する。ナットを取り付ける場所は反対側にもあるので送りネジ2本に変更する予定。テスト印刷している物は2軸に変更するための部品。ネジも1条ネジに変更する。ヘッドがテーブルにクラッシュすると4倍になったトルクで壊れてしまう可能性が高いので調整は慎重にやる必要がある
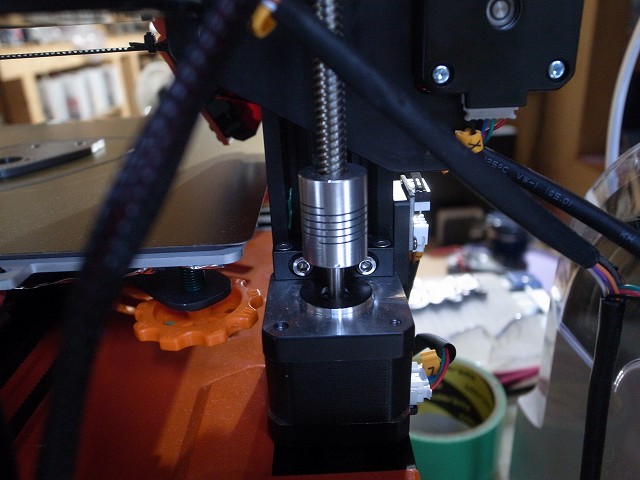
Z軸の最大の弱点はここ。ジョイントはバネになっているのでモーター軸と送りネジは接触していなければならない。面で接触すると擦れるので間に8mmの鋼球を入れてある。キットはOリングを入れる構造になっているが弾力があるので理想的ではない。薄板を何枚か差し込んでバネになっているジョイントを伸ばしてからイモネジを閉めるとモーター軸と送りネジが密着する。モーター軸は2個のベアリングで支持されているのでガタは無い
2021-10-08
樹脂は吸湿するのでペール缶にシリカゲルを10袋以上入れて保管。動画を作った Youtube動画 低価格3Dプリンターキットの組み立てと運転

これは加熱することによって樹脂の水分を抜く装置。機能的には保温器。内部の温度が上がると相対湿度が下がるので樹脂内部の水分が抜けるという仕組み。抜けた水分を排出する仕組みは無いので常温に戻ればまた吸湿してしまう。湿度の高い山側や海側に住んでいるのでなければ必要無いと思う

2021-10-11
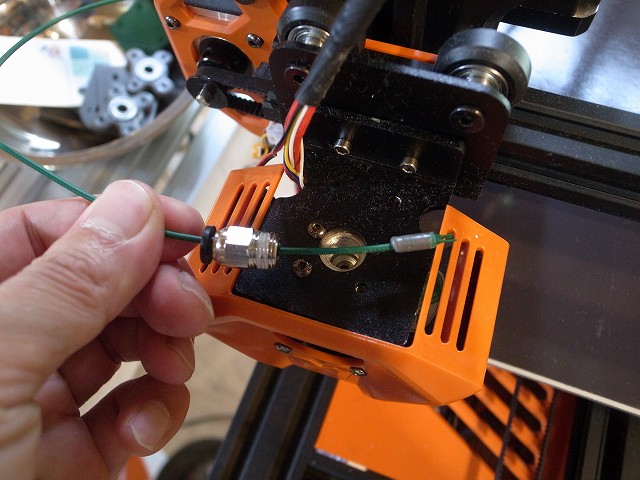
ノズルが詰まった。フィラメントを引き抜くことが出来なかったのでコネクターを外す。抜けなくなったのはPTFEチューブが途中までしか差し込まれていなかったのが原因。灰色の物はPETG、緑がPLA+
2021-10-13
120W電源が届いた。サイズはぎりぎり。テーブル加熱用に使うと過電流検出して出力が出ない。200Wの付属電源をヒーター用にしてそれ以外を120Wで使うと問題は発生しない。しばらく外付け状態で運用して問題無ければケースに収める

2021-10-14
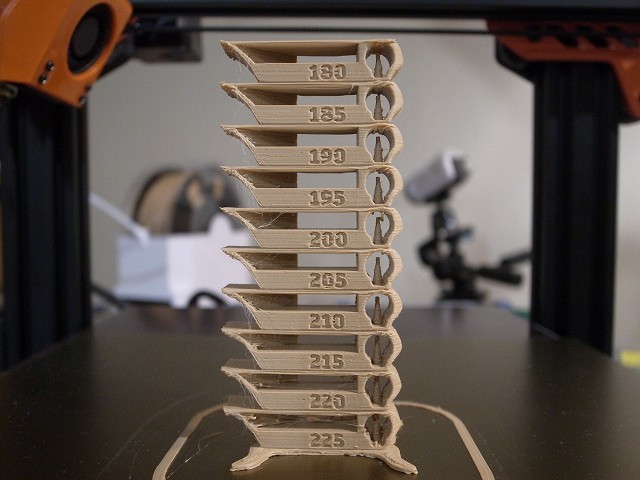
最適温度を見つけるための温度タワー。PETG樹脂。ノズルの温度を5℃ずつ下げながら印刷している。普通に印刷すると全部同じ温度になってしまうのでスライサーというCAMソフトのマクロ命令が必要。Slic3rの場合Before layer change G-codeにこれを入力する
{if [layer_z] < 1.6}M104 S235
{if [layer_z] >= 1.6}{if [layer_z] < 11.6}M104 S265
{if [layer_z] >= 11.6}{if [layer_z] < 21.6}M104 S260
{if [layer_z] >= 21.6}{if [layer_z] < 31.6}M104 S255
{if [layer_z] >= 31.6}{if [layer_z] < 41.6}M104 S250
{if [layer_z] >= 41.6}{if [layer_z] < 51.6}M104 S245
{if [layer_z] >= 51.6}{if [layer_z] < 61.6}M104 S240
{if [layer_z] >= 61.6}{if [layer_z] < 71.6}M104 S235
{if [layer_z] >= 71.6}{if [layer_z] < 81.6}M104 S230
{if [layer_z] >= 81.6}{if [layer_z] < 91.6}M104 S225
{if [layer_z] >= 91.6}{if [layer_z] < 101.6}M104 S220
{}内が条件式。条件のネストも可能。elseifはSlic3rから派生したPrusaスライサーにはあるようだがオリジナルのSlic3rには無い
235℃あたりが最適。それより高い方がダメ。低いほうには寛容

空中に浮いている部分の裏面は支えるものが何も無いのでこんな感じになる

PLA樹脂
{if [layer_z] < 1.6}M104 S225
{if [layer_z] >= 1.6}{if [layer_z] < 11.6}M104 S225
{if [layer_z] >= 11.6}{if [layer_z] < 21.6}M104 S220
{if [layer_z] >= 21.6}{if [layer_z] < 31.6}M104 S215
{if [layer_z] >= 31.6}{if [layer_z] < 41.6}M104 S210
{if [layer_z] >= 41.6}{if [layer_z] < 51.6}M104 S205
{if [layer_z] >= 51.6}{if [layer_z] < 61.6}M104 S200
{if [layer_z] >= 61.6}{if [layer_z] < 71.6}M104 S195
{if [layer_z] >= 71.6}{if [layer_z] < 81.6}M104 S190
{if [layer_z] >= 81.6}{if [layer_z] < 91.6}M104 S185
{if [layer_z] >= 91.6}{if [layer_z] < 101.6}M104 S180
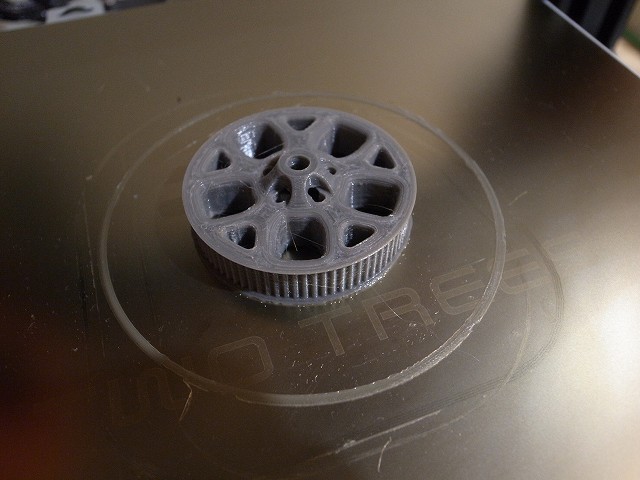
プーリーも印刷してみた。これはvoronデザインのエクストルーダーの部品。ベルトの食いつきが良くないがプーリーとして問題無く機能する
問題は起こらないので電源をケース内に入れた。ヒーターの抵抗値は5.5Ωで24Vだと105W。120Wの電源で問題無いはずだが過電流検出してしまうということは検出の精度が低いか100Wの電源に120Wのラベルを張っただけという事が考えられる。一番可能性が高いのは200V入力なら120W出力できるが100Vでは120W出せないという仕様。中国は200Vなのでアメリカで売る気が無ければ100Vでテストすることに意味はない。中国製は限界性能=定格の場合が多いので余裕を持った容量の物を購入することが重要。電源に限らず全ての製品に言える

2021-10-19
Y軸方向に暴走。発生頻度は非常に低い。印刷は継続出来ているのでMPUにリセットはかかっていない。MPUにリセットをかけずに暴走させるのは異常なGコードを実行したこと以外に思いつかない。同じものを印刷しても再現しないのでGコードは正しい。SDカードからGコードを読み取るときにエラーしている可能性が高い

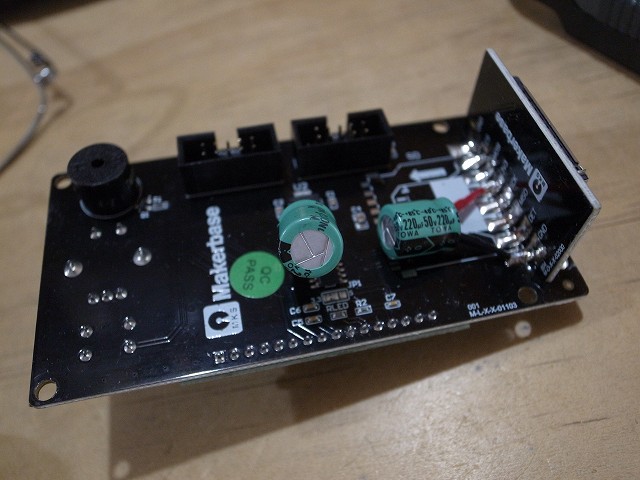
電源周りのコンデンサ容量がかなり小さい。たぶん1μF以下。220μFを3.3V電源ICの入力(5V)と出力に入れた
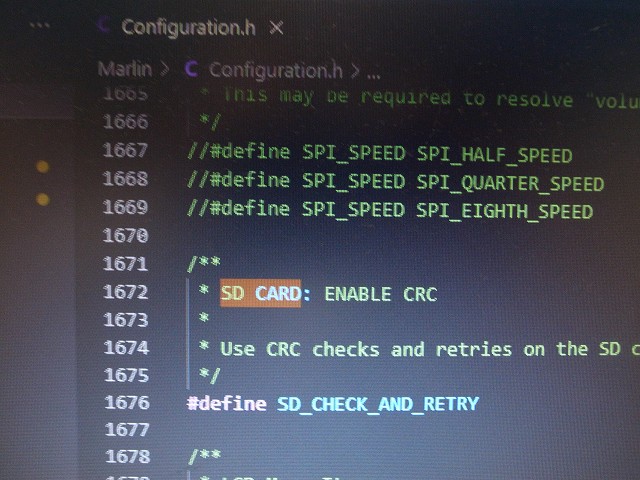
ファームウェアにSDカードのCRCチェック機能があったので有効にした
2021-10-26
ここで突然止まった。MPUのリセットはかかっていない。再印刷できたので不正なGコードではない。エラーしているならエラーメッセージは出力できるはず。無限ループ系のファームウェアバグか?
2021-10-27
ファームウェアを最新の2.0.9.2に変更した。古いファームウェアの設定ファイル
Configuration.h
Configuration_adv.h
platformio.ini
の設定値をCOPYする。バージョンが変わるとファイルの内容も変わるので単純COPYは出来ない
手順は
platformio.iniの
default_envs = MPU名
Configuration.hの
#define MOTHERBOARD マザーボード名
#define 表示装置名
この3か所の値を旧環境と同じ値に修正すればLCDに何かしら表示され操作可能になる
設定値は非常に多いので新旧ファイルの違いを確認しながら設定値をCOPYしただけではたぶん何か移行忘れをするはず
実際の動きと対比しながらの最終確認は必要になる

2021-10-31
送りネジが届いたのでZ軸2軸化の検討。ネジのバックラッシュは約0.02~0.03mmある。Z軸はX軸の荷重が常にかかっているのでバックラッシュは幾何学的にはゼロ
送りネジ自体が上下してはいけないので上端と下端を鋼球で押さえつけている

部品は3Dプリンターを使っているので部品の作り直しは元に戻さないとできない。もう1台分の部品がそろうのは多分年明け。中国の物流は完全にマヒしている。それでもAliexpressの11/11セールはやるようだ。販売店が設定した期間内に商品が到着しないと返金されるシステムなので物流がマヒすると販売店が損害を被る。今まで返金されなかったことは無い。不着の報告は購入者側が期限内(確か1週間程度)にやる必要があるので注文したことを忘れていると購入者が損をする
2021-11-07
ファームウェアを更新したが途中で止まる問題は解決せず。途中で止まった場所付近が熱で溶ける
2021-11-23
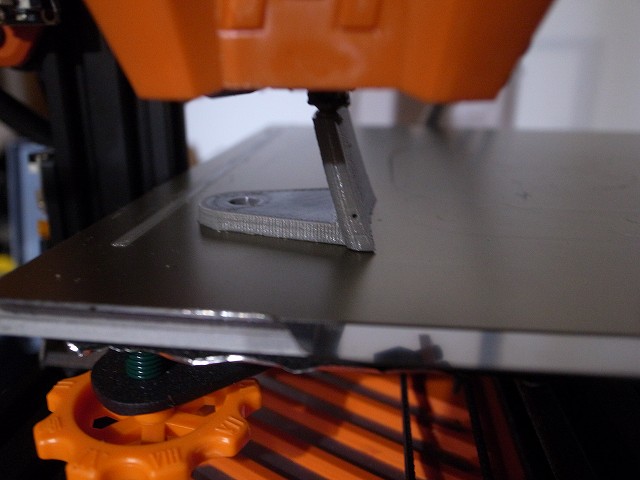
途中で止まるとエラーは表示できないようだ。問題はやはり電源のようだ。高さがある物をプリントすると止まる確率が高いのでZ軸の負荷が高くなっている可能性が高い
2022-02-07
窓際は寒いのでシートをかけている

もうそろそろ1リール使い切る。8割はゴミになった。気軽に失敗できるので失敗作が多くなる

2022-03-02
Z軸2軸化
Z軸の減速比は今までの24倍。速く動けなくなるがZ軸に速度は不要。精度も24倍向上するがヘッドをクラッシュさせると今までの24倍の力がかかる
印刷品質は変わらず。機械の剛性を上げるならエクストルーダーをダイレクト方式に変更すべきなのかもしれない