2019-08-24
機種は未定。200V機を買うことだけは確定。200Vコンセントを増設する。これだけで¥15000。安い溶接機が買える。電線は5.5mm2。ラバロンVCT。単線だとΦ2.6mm相当。シースはゴムではないが柔軟性はゴムキャブタイヤケーブルと同程度で安価

コンセントは30A用。パナソニック製。IH調理器具用らしい。何でも良いがホームセンターでの入手性が良いものにした

2019-08-28
コンセントを増設した。Youtube動画 200V 30A コンセントを増設
2019-09-09
単機能機を買うと数が増えたときの置き場所に困るので多機能機を買った。溶接面が無いのでしばらくテストは出来ない。安い溶接機にはおまけで付属しているがこれには付いていない。AliExpresで送料込み¥52114+税¥2200。メーカー直販。カタログスペック上は4in1機となっている。この製品のレビューはネット上に見つからない。同メーカの類似機種はYoutubeにいくつか動画があるが全部中国語。溶接用語についてはネットで調べた結果なので誤りがあるかもしれない。出来る溶接の種類は
1.stick=溶接棒=MMA。溶接棒を使う普通の溶接。日本語だとアーク溶接になるが電気溶接はどれもアークを使うので溶接用語は英語を使ったほうが区別しやすい
2.MIG=半自動溶接。通常は二酸化炭素やアルゴンガスを使って酸化防止するが。フラックスコアを使うとガスが不要になる。フラックスコアはノンガスとも呼ばれる。主に鉄の溶接に使われるがアルミも可能。MAG溶接はこれの亜種でアルゴンガスと二酸化炭素の混合ガスを使う
3.直流TIG。アルミ溶接は交流TIGなので出来ない。不可能ではないが普通は交流を使う。この機種はステンレスや鉄の溶接を対象としている
4.低温溶接。Low-temperature cold welding。高温になると溶け落ちやすい薄板のTIG溶接
TIGトーチ、MMA用ホルダーは付属していない。付属しているのはMIG用の物だけ。
溶接用語は統一性が無く調べるのに時間がかかる。それが何なのか調べないことには溶接機を買えない。この機種を選択するまでかなり調査が必要だった

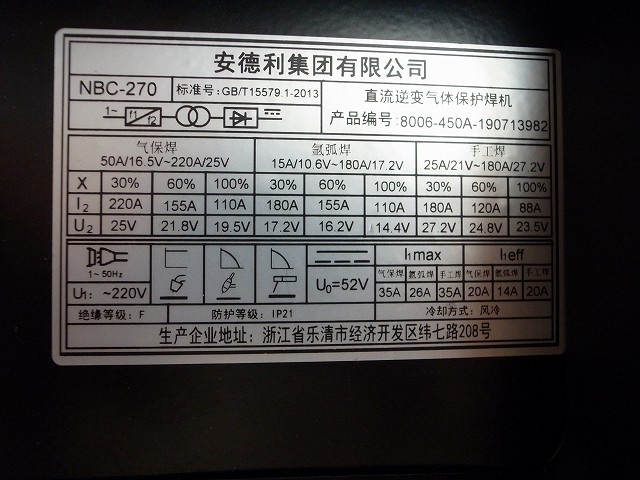
メーカー名。発音はアルファベット表記の通りアンデリ

MIG 270GPLが機種名なのかNBC-270が機種名なのか不明。変なグラフはTIG用の物。TIG溶接は溶接パラメータが多数あるので本体にダイヤルがたくさんついているかグラフでどの項目を設定しているのかわかりやすくしてある。TIG溶接可能な機種でこれらが無いものは高周波によるアーク発生が出来ない。安価な多機能機では高周波が使えないものが多い。そのような機種ではリフトTIGでアークを発生させる。溶接対象物に電極を接触させてから電極を引き上げることによって初期アークを発生させる。この機種も高周波によるアークスタートが出来るのかは今のところ使っていないので不明

裏側は電源スイッチとガスホース
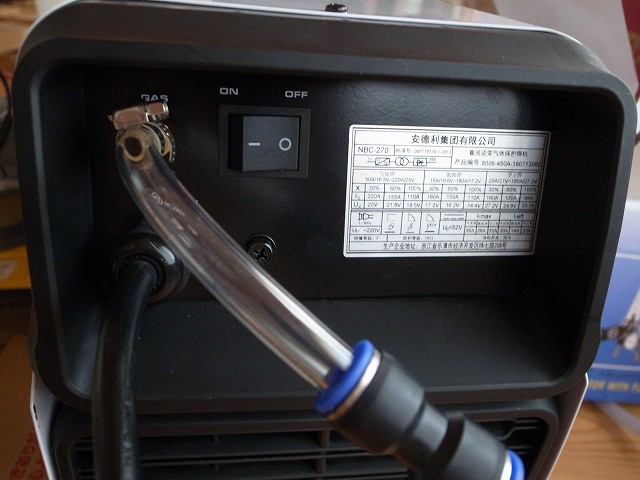
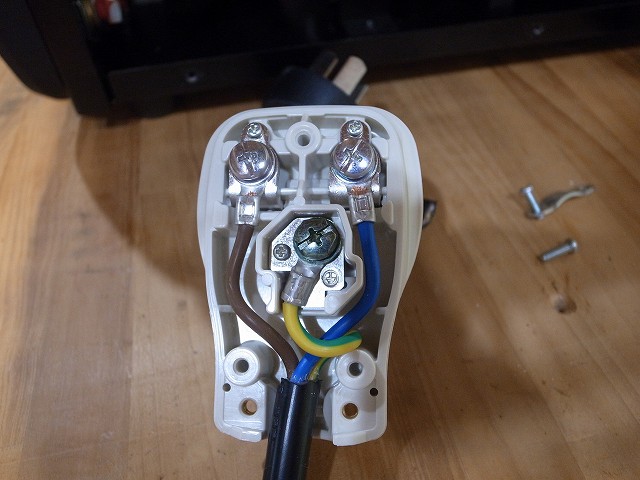
プラグは交換する必要がある。この形状は日本では3相アース無しなのでそのまま使わないほうが良い。この写真左の端子がアースで本体の金属部分とショートしている

それぞれの条件での使用率。たぶんMIG,TIG,STICKの順番。溶接機は大電流を流すときは長時間連続使用できない。休ませながら使う必要がある
流量計。電源はガスが膨張したときに冷たくなるのでその加熱用だと思う。形状は日本のAC100Vと同じコンセント。但し220V用。これも付け替える必要あり。ボンベに取り付ける物なので溶接機とは別の延長コードが必要になる

溶接機用はこんな感じに作った。流量計の電源はここから電線を引き出すことにする

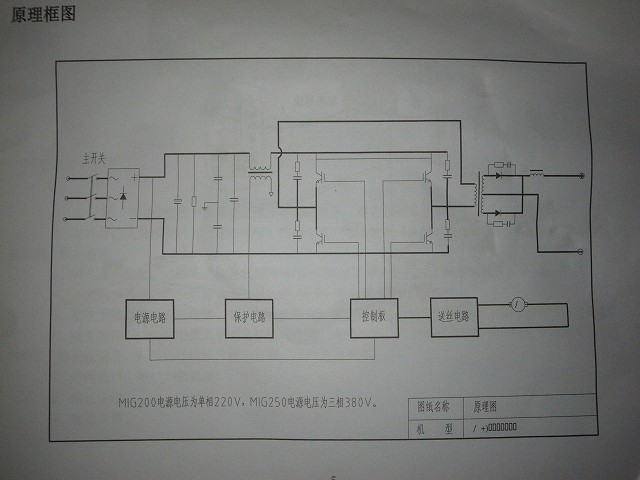
インバーター回路の出力は交流なので最後段で整流している。電源はこの図では3相になっているがこの機種の物ではなく一般的な回路の説明。交流出力のほうが最後段で整流しない分だけ簡単になるはず。交流TIGもできる多機能機はかなり高価。簡単にはいかない理由は分からず。中国製はソフトだけの違いでハイエンド機とローエンド機を分けたりするようなことは基本的にしない。そのハードで出来るなら全部の機能を盛り込んでくる
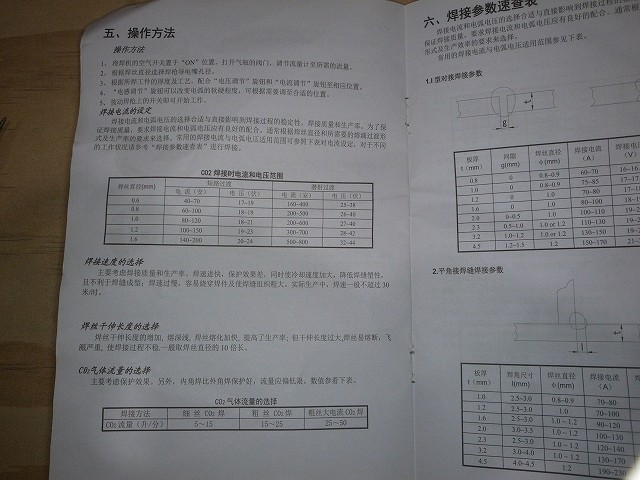
取扱説明書。中国語。全部で15ページあるが使い方はこれだけ
溶接ワイヤーは1.0mmのフラックスコアが5kg、0.8mmのソリッドが1kg付属していた。フラックスコアは糸はんだ同様ヤニ入り。ガスで溶接対象の酸化を抑えるのではなく溶けた液体のフラックスで酸化抑止する。ガスを使わないので風に強い。ソリッドは鉄の針金で安価な半面ガスが必要。銅メッキがしてある

MIG溶接トーチ。先端から電極となるワイヤーが出てくる。15AKという規格で各メーカー互換性がある。中国製は独自規格を採用することはまず無い。有名メーカーの規格やデファクトスタンダードを採用する

トーチの芯は電極になっている。外側のスリーブは絶縁体が間に挟んであるのでここからアークが飛ぶことはない。溶接の電圧は20V程度なので絶縁距離は短くて問題ない

トーチをプラスにするかマイナスにするのかは溶接対象によって変更する。本体から直接出ているコネクターはトーチの先端部とショートしている。必要に応じて本体右側のプラス端子、マイナス端子に接続する

2019-09-10
電源コードを切断して付け替え。IH用は巨大

黄色緑線がアース
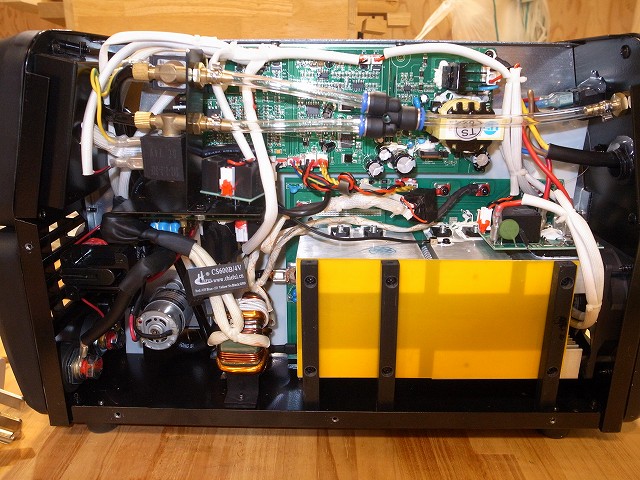
配線間違いしないように中身も確認。最後段にもCTセンサーが入っているのでクローズドループ制御していると思う。平滑コンデンサは上下のヒートシンクの間にある
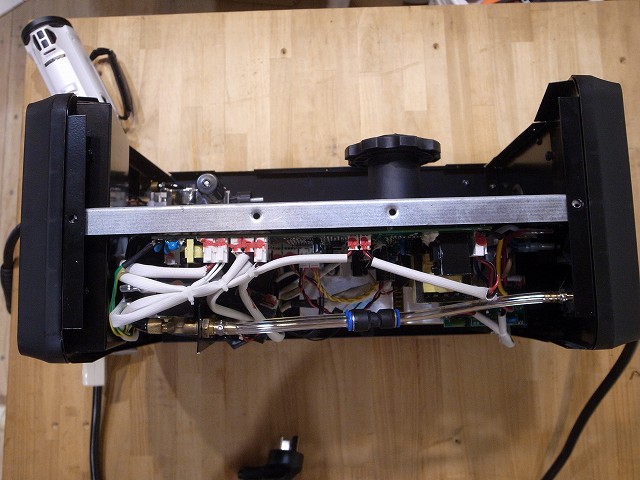
半分はワイヤーの格納スペース
通電テスト

自動遮光溶接面が届いた。¥5458。正面のシールドは消耗品。2枚予備が付属していた。太陽光には反応しない。強く点滅している物しか遮光しない。TIGのアークに反応するのだろうか?

遮光していない時はこんな明るさ。室内照明でこの程度。屋外だともっと明るい。今日は暗くなってしまったので明日晴れたらテストする

2019-09-11
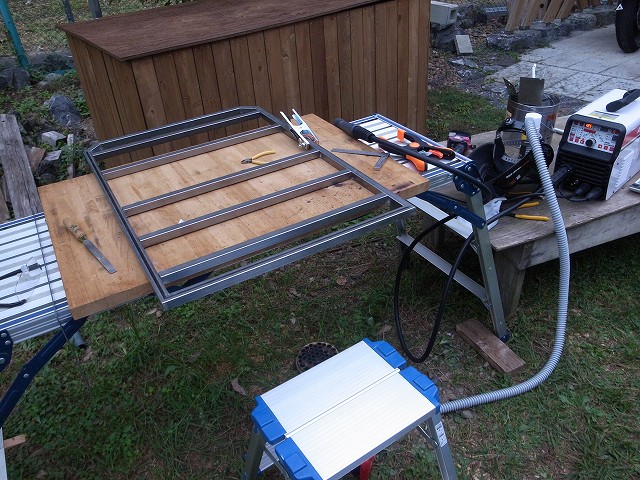
午後は雨の予報なので急いでテスト。この作業台は木工用のため膝で押さえられるように低く作ってある。溶接にはやや体勢が悪い。溶接機は15kg程度だと思うが5kgのワイヤーが追加されて重い。トーチ先端までワイヤーが入っているのでトーチを作業の都度外すのは面倒。溶接作業台はそのうち作る。作業台として大きめの鉄板が1枚ほしい。ホームセンターで価格を見てきたが3x6版のベニヤ板サイズが6mm厚で約¥8900(税抜)。ビバホームではこのサイズ以外はかなり割高。しかも錆びだらけ。鋼材が豊富にそろっているのはビバホームとジョイフル本田

厚さ約1.4mm。熱伝導性は良く解け落ちにくい。溶接の強弱は単純に電圧だけを変更する仕組みのようだ。電流やワイヤーの送り速度は電圧変更に伴って勝手に変わっている気がする。アークは連続して発生している必要があるので電極の送り速度が遅すぎれば電流が流れなくなりアークは連続発生しない。アークが連続発生する時の電流値は送り速度が適切になれば勝手に決まる。但しそこから送り速度増、電流増とした状態でも安定してアークが発生するポイントがあるはずでそれに関する設定方法がどこかにあると思う

フラックスはワイヤーブラシでこすると簡単に落ちる。分厚い層ではない。ドリルに回転ブラシを取り付けて落とした

0.5mの深絞り加工した鉄板の上に1.0mmの鉄板がスポット溶接してある電子レンジの部品。簡単に溶け落ちる。重力の影響で落ちているのではなく溶けたところに電極を突き刺して落としてしまっている気がする。溶接面越しでは暗いため溶け落ちる瞬間は良く見えない。気が付いたら穴が開いている感じ。穴が開くと電極と距離が離れアークが飛ばなくなりそこで溶接は終わる。点付けを繰り返せば溶けないと思うがまだそうやって逃げる段階にない。
・溶接面は意外と暗い。アークが飛んでいる個所が非常に明るくそれ以外が暗い。そのコントラストが強すぎてよく見えない
・利き手、利き目が同一(大多数は右手右目のはず)だとトーチのスリーブが邪魔で溶接個所が良く見えない
・薄物は溶け落ちないようにトーチを早く動かす必要があるがそれを一定に保つのは難しい。その速度は思った以上に速く10[mm/秒]程度
・溶接対象に応じた電流、電圧の数値が最初は分からない。上手くいかないときに電圧を上げたほうが良いのか下げたほうが良いのかの判断が難しい
溶接条件に応じた数値が出てしまえば高い技能は必要ないと思われる。知識が重要で左官のような技能集約的作業ではないというのが第一印象。溶接機の性能が良いだけかもしれないが。ここまでテストして操作方法が理解できてないとダメなことに気が付く。スイッチの操作は押す、長押しの2種類しかあり得ないのでいじっていれば解るはず
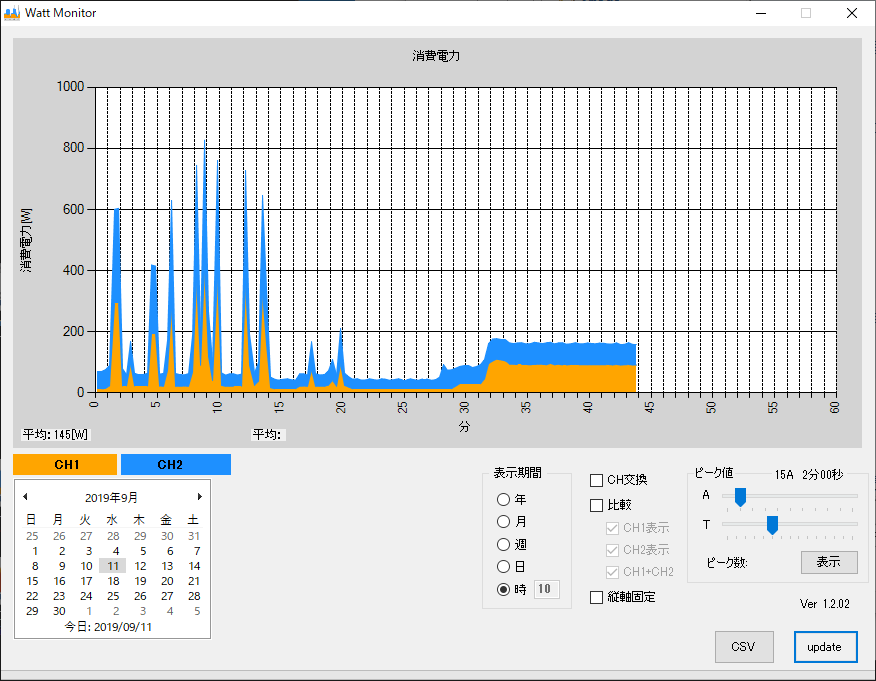
30Aに変更する必要なかったか。800W程度しか使っていない。薄物ならエアコン使いながら溶接しても問題ない
ANDELIは日本メーカーとは比較にならないくらい製品種類が多い。中国国内を主な市場にしているのかamazon,Yahoo,楽天には見当たらない。Aliexpress以外ではTaobaoに商品がある。ロゴの下にある数字はサービスセンターか何かの電話番号

2019-09-18
単管パイプを0.4mmの鉄板で塞ぐ。点付けだと溶け落ちない。電極は鉄板とパイプの間ではなくそれより1mm程単管パイプ側を狙う。出力は最弱。これを全周やれば密閉できるが正確にパイプの縁を狙うのは難しい。操作パネルのロータリーエンコーダーはプッシュスイッチ付きで押してから回すと送り速度はそのままで電圧を変更出来る。そのままエンコーダーを回しただけだと電圧と送り速度双方が同時に変わる

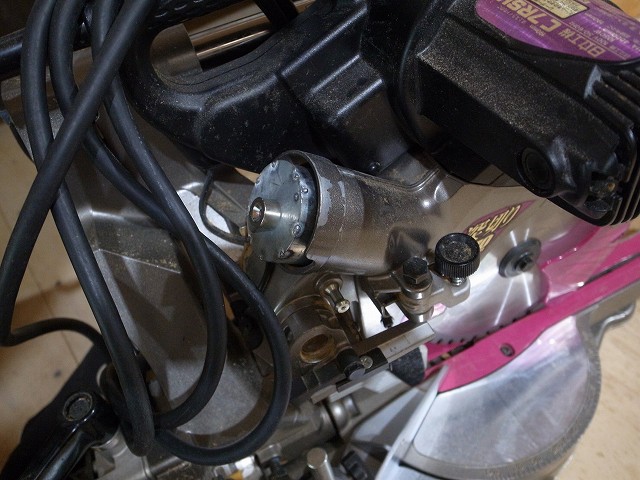
スライド丸鋸の排出口の蓋。磁石を貼り付けて鉄パイプを切った時の切り子を回収する
2019-10-04
実験3回目。1.6mm厚の角パイプに切れ目を入れてRを付ける。三角形の隙間が出来る。隙間が広く空いている部分は溶け落ちやすい。ワイヤー送りは2.0m/min。これは0.8mmのワイヤーの方がうまくいきそうな気がする。そのうち試してみる。隙間が無ければとても簡単。継ぎ目をなぞるだけ

実験の結果薄物は一直線にトーチを動かすほうが仕上がりがきれいになるという結論。薄いほど速く動かすだけ。ビードを作ろうとしても失敗する。アークが飛んでいる個所付近しか見えないのでトーチを動かす速度を一定にするのは少しだけ練習が必要

3mmの鉄板。縦になっているほうが熱が逃げにくく溶けやすい。3mmも薄物と要領は同じ。1.6mmよりゆっくりトーチを動かすだけ。ワイヤーの送りは3.0m/min。消費電力は1500W。2.0m/minの時の約2倍

スパッタは回転ワイヤブラシで落ちる。スパッタ付着防止スプレーを吹いておくと殆ど付かなくなる。ビードが出来ているが一直線に動かすだけで勝手にこうなる

右側は溶けすぎ。つまりトーチを動かす速度が遅すぎる。母材が赤熱しているのが溶接面越しにわかる速度だと遅すぎる感じ

トーチの先端が見やすいように少し削った。銅製で柔らかい。フラックスコアはガスを使わないのでショート防止用としてしか機能していないはず

トーチのトリガー位置は人間工学的にあまり良くない位置についているので先端に手を添えてぶれないようにする。先端が約90度曲がっていると使いやすいと思うがワイヤーが通っているのできつい角度では曲げられない

2019-10-06
フラックスの煙の吸わないようにこんなものを取り付けた。扇風機は壊れたパソコンから取った物。冬場はこれが無いと曇ると思う。ホースがちょっと重い。接続部は段ボールとガムテープ

2019-10-07
台車が壊れる寸前なので角パイプで作り直す

材料切り出し完了

点付け溶接でもかなり歪む。アースケーブルが2mしかなく作業がやりにくい。トーチは3m。トーチと大体同じ長さでないと不便。長いものに変更する予定。1.0mmの太さの鉄のワイヤーに大電流が流れるのでトーチとワークの距離が少し変わるとオームの法則の影響を受けているのが体感できる。トーチをワークに接近させるほど強力になる。トーチが離れすぎているとワイヤーが一瞬で赤熱して溶接できなくなる
2019-10-12
台車溶接完了。Youtube動画 中国製溶接機

2019-10-14
ボルトは錆で再生に手間がかかりすぎるため交換

塗装

合板は角Uボルトで固定

合板は無塗装

2019-10-31
今までは台湾の代理店が製作したと思われる動画しかなかったがメーカーのオフィシャル動画が出来たようだ。NBC270は中国国内の型番と思われる。低温溶接については使わない可能性が高いのでこの動画を見てほしい。但し中国語。ANDELI MIG-270GPL Multi-function Welding Machine (CN)
2019-11-01
2020-05-09
アース線を強化。磁石で張り付く

3.2mmの鉄板。鉄板をアースしておくとワークにアースは不要になる。但し電流は流れにくいのでワークに直接アースを付けたほうが良い

2022-03-24
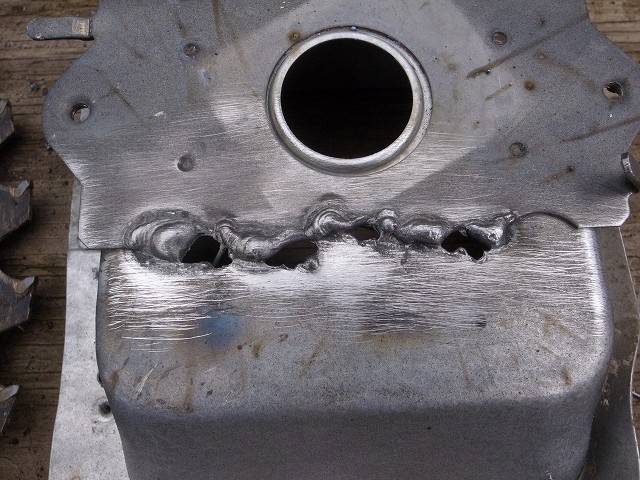
しばらく使っていなかったので練習。2.4mm厚単管パイプ。うまくいっているように見えるが

削ってみると突合せ面は溶け込んでいない。用途次第でこれでも十分なこともある。出力は最弱

トーチのふり幅を大きくするとうまくいくが

調子に乗ると穴が開く。突合せ面の隙間がゼロに近いほど穴は開きにくくなる。突合せ面以外の場所に穴を開けようとしてもそう簡単には溶け落ちない

ワイヤーの突き出しは18mm程度。短くすると穴が開きやすくなる
